
Champs d’application

Le soudage est un vaste sujet, par domaine d’application, par type de matériau, par procédé. Nous filons l’acier de construction (S235JR, S355J2, S420MC, S700MC, S900MC) et les matériaux trempés (C40, C45,39NiCrMo3, 42CrMo4) . Nous utilisons des épaisseurs typiques de menuiserie moyennement légère, c’est-à-dire entre 3 et 20 mm.
Pour ces applications nous sommes certifiés ISO3834-3 et dans ce court article nous essayons d’illustrer les points clés empruntés à notre expérience, une liste d’astuces malignes.
Variables du procédé de soudage:
Materiel
Il est essentiel de connaître la nature du matériau que nous devons souder, sa qualité et son épaisseur. Enfin, le matériau décapé est préférable à la fois pour un meilleur résultat esthétique et pour éviter d’incorporer des impuretés dans le joint.
Gas
Le gaz pour notre technique de soudage est un gaz actif sous la forme d’un mélange d’argon (Ar) et de dioxyde de carbone (CO₂). Le pourcentage de CO₂ (qui est le gaz actif) influe sur l’exécution du soudage.
Lorsque le CO₂ augmente, nous avons:
- Plus grande pénétration
- Plus grand apport de chaleur sur la pièce
- Meilleure stabilité de l’arc
- Fondamentalement plus de points
- Une couture moins esthétique
Les mélanges les plus courants ont un pourcentage de CO₂ de 8 %, 13 %, 18 % et 25 %.

Pour le soudage à l’arc pulsé, il est nécessaire d’utiliser uniquement des mélanges avec un pourcentage d’au moins 15%.
Le gaz est stocké à haute pression à l’état liquide c’est-à-dire à basse température, il serait donc de bon ton d’avoir un système de préchauffage en sortie de bouteille avant distribution dans le réseau vers les soudeurs.
Enfin, depuis quelques années, les mélanges enrichis en Azote ou en Hélium gagnent du terrain. Malgré l’intention commerciale, selon notre expérience, ces mélanges ne sont vraiment efficaces que dans des cas d’application particuliers, c’est-à-dire que les avantages ne justifient pas les coûts plus élevés.
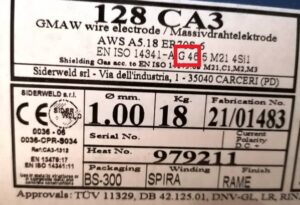
Fils
Le choix du fil à souder peut faire toute la différence dans le processus de soudage au fil.
Il y a sûrement des fils qui, bien qu’appartenant à la même classe ISO/AWS, ont toujours de meilleures performances que d’autres, même si avec des coûts différents. L’offre commerciale actuelle est vraiment vaste et il faut s’appuyer sur des professionnels du secteur.
Cependant, la résistance mécanique que le fil peut garantir doit certainement être vérifiée. Par exemple, pour les fils pleins (non fourrés) les plus courants pour l’acier au carbone, il peut être déduit du couple de chiffres suivant la lettre G à l’intérieur de l’abréviation (à ne pas confondre avec les abréviations SG). Indique la limite d’élasticité, par exemple un G46 a une limite d’élasticité de 460N/mm². Enfin, pour être considéré comme un bon fil pour le soudage moyen-léger, il doit appartenir à la catégorie SG2.
Machine de soudage
L’offre de postes à souder est large et vous trouverez des explications détaillées sur les sites des différents fabricants. Sûrement qu’un générateur de qualité (malheureusement encore plus cher) aide grandement à la stabilité de l’arc et donc à l’efficacité du joint.
Rappelons simplement qu’un poste à souder à onduleur à lui seul n’améliore pas l’arc mais économise de l’électricité.
La fonction synergique, quant à elle, permet à la machine de s’autoréguler (là encore elle est efficace si la machine à souder est équipée d’une bonne électronique).
L’arc pulsé a l’avantage de moins encrasser (moins de granulés) et pour une main peu éduquée cela pourrait aider à obtenir un cordon plus esthétique. Il faut cependant faire attention car à valeurs de courant égales, l’arc pulsé s’échauffe davantage (donc potentiellement des problèmes de retrait plus importants) et pénètre moins dans la matière.
Les machines à souder utilisées dans le cadre de la certification ISO 3834 doivent à leur tour être certifiées
Intensité de courant
L’ampérage avec lequel un soudage au fil MAG est effectué conditionne le processus de dépôt proprement dit.
En considérant par exemple un fil G46 SG2 de 1 mm de diamètre, avec une distance de dépassement de 12-15 mm, on obtient :
- Dépôt d’arc court pour des courants entre 50 et 160 ampères environ.
- Dépôt globulaire pour des courants compris entre 160 et 200 Ampères environ.
- Dépôt d’arc de pulvérisation pour les courants supérieurs à environ 200 ampères.
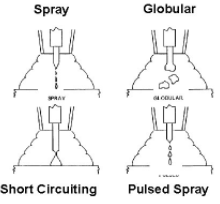
L’exécution la meilleure et la plus propre est sûrement dans l’arc de pulvérisation, donc dans la mesure du possible, il est suggéré de maintenir un courant élevé. La valeur du courant affecte l’arc électrique qui s’établit et par conséquent la façon dont le fil fond et se dépose.
Je vous recommande la vidéo suivante :
Type de joint
Il existe différents types de joints, les plus courants étant bout à bout ou en angle. La technique de soudage doit être adaptée à la forme du joint lui-même afin de sauvegarder tous les autres paramètres pour un excellent soudage (position de la pièce, position de la torche, vitesse d’exécution, etc.).
Le soudage peut être réalisé en une ou plusieurs passes. La pénétration est également variable.
Préparation du matériel
Cela dépend du type de joint à réaliser. Il est certainement de bonne pratique de toujours casser le bord tranchant du matériau en l’arrondissant avec un tuyau flexible.
Pour le soudage structurel, en revanche, il est nécessaire de préparer le matériau avec des chanfreins (également appelés chanfreins), la présence du chanfrein facilite la pénétration ultérieure.
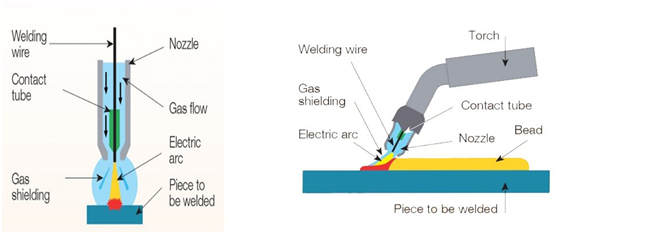
Emplacement de la torche
C’est un fait fondamental que la torche adopte la position la plus appropriée possible. Par rapport à une coupe frontale idéale, elle doit être positionnée selon l’axe de la bissectrice. Tandis que longitudinalement au cordon, il doit prendre une position inclinée de 15° à 30°.
La distance de la pièce varie selon la technique mais pour une soudure globulaire, la distance est d’environ 12-15mm, ce qui correspond aussi à la saillie du fil de la torche stick out)
De plus, dans la mesure du possible, il est très important que le soudage du fil soit effectué à plat. Pour atteindre notre objectif, il existe différents types de torches sur le marché avec différentes formes et inclinaisons.

Par conséquent, suivant la position décrite ci-dessus, le soudage doit être effectué en poussée et non en traction. En pratique il arrive qu’il soit parfois possible d’effectuer une meilleure soudure si elle est étanche, par exemple près des angles afin de privilégier un flux de gaz régulier.

Position de la pince de masse
Pas toujours pris en compte, mais la position de la pince de masse joue également un rôle fondamental pour limiter la dispersion du courant et donc maintenir un arc plus stable (ainsi que des économies d’énergie). C’est donc une bonne règle d’attacher la masse directement à la pièce et seulement si ce n’est pas possible à la table de travail, mais toujours aussi près que possible de la pièce.












{kind=link}