
Anwendungsgebiet

Schweißen ist ein breites Thema, nach Anwendungsbereich, nach Materialart, nach Verfahren. Wir schweißen Baustahl (S235JR, S355J2, S420MC, S700MC, S900MC) und gehärtetes Material (C40, C45,39NiCrMo3, 42CrMo4) . Wir verwenden typische Dicken der mittelleichten Zimmerei, d.h. zwischen 3 und 20 mm.
Für diese Anwendungen sind wir nach ISO3834-3 zertifiziert und in diesem kurzen Artikel versuchen wir, die wichtigsten Punkte aus unserer Erfahrung zu veranschaulichen, eine Liste mit intelligenten Tipps.
Schweißprozessvariablen:
Material
Es ist wichtig, die Art des zu schweißenden Materials, Qualität und Dicke zu kennen. Schließlich ist gebeiztes Material sowohl für ein besseres ästhetisches Ergebnis als auch zur Vermeidung von Verunreinigungen in der Fuge vorzuziehen.
Gas
Das Gas für unsere Schweißtechnik ist ein Aktivgas als Mischung aus Argon (Ar) und Kohlendioxid (CO₂). Der Prozentsatz von CO₂ (das aktive Gas) beeinflusst die Ausführung des Schweißens.
Wenn CO₂ steigt, haben wir:
- Größere Durchdringung
- Größerer Wärmeeintrag auf das Stück
- Bessere Lichtbogenstabilität
- Grundsätzlich mehr Punkte
- Eine weniger ästhetische Naht
Die gängigsten Mischungen haben einen CO₂-Anteil von 8 %, 13 %, 18 % und 25 %.

Zum Schweißen mit Impulslichtbogen dürfen nur Mischungen mit einem Anteil von mindestens 15 % verwendet werden.
Das Gas wird im flüssigen Zustand unter hohem Druck gespeichert, was auch bei niedrigen Temperaturen bedeutet, daher wäre es eine gute Praxis, ein Vorwärmsystem am Zylinderauslass vor der Verteilung im Netzwerk zu den Schweißern zu haben.
Schließlich sind in den letzten Jahren mit Stickstoff oder Helium angereicherte Gemische auf dem Vormarsch. Trotz der kommerziellen Absicht sind diese Mischungen nach unserer Erfahrung nur in bestimmten Anwendungsfällen wirklich wirksam, d.h. der Nutzen rechtfertigt nicht die höheren Kosten.
Drähte
Die Wahl des Schweißdrahtes kann beim Drahtschweißprozess den entscheidenden Unterschied ausmachen.
Sicherlich gibt es Kabel, die zwar in die gleiche ISO/AWS-Klasse fallen, aber dennoch eine bessere Leistung als andere haben, wenn auch zu anderen Kosten. Das aktuelle kommerzielle Angebot ist wirklich riesig und Sie müssen sich auf Fachleute der Branche verlassen.
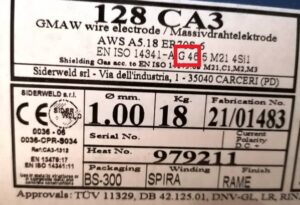
Die mechanische Festigkeit, die der Draht garantieren kann, muss jedoch unbedingt überprüft werden. Für die gebräuchlichsten Massivdrähte (ohne Fülldraht) für Kohlenstoffstahl kann sie beispielsweise aus dem Zahlenpaar nach dem Buchstaben G innerhalb der Abkürzung abgeleitet werden (nicht zu verwechseln mit den Abkürzungen SG). Gibt die Streckgrenze an, zum Beispiel hat ein G46 eine Streckgrenze von 460 N/mm². Um schließlich als guter Draht für das mittelleichte Schweißen angesehen zu werden, muss er in die Kategorie SG2 fallen.
Schweißgerät
Das Angebot an Schweißgeräten ist breit gefächert und ausführliche Erläuterungen finden Sie auf den Webseiten der verschiedenen Hersteller. Sicherlich trägt ein Qualitätsgenerator (leider noch teurer) sehr zur Stabilität des Lichtbogens und damit zur Effektivität des Gelenks bei.
Denken wir nur daran, dass ein Inverter-Schweißgerät allein den Lichtbogen nicht verbessert, aber Strom spart.
Die synergetische Funktion hingegen ermöglicht der Maschine, sich selbst zu regulieren (auch hier ist sie effektiv, wenn die Schweißmaschine mit einer guten Elektronik ausgestattet ist).
Der Impulslichtbogen hat den Vorteil von weniger Schmutz (weniger Pellets) und könnte einer schlecht ausgebildeten Hand helfen, eine ästhetischere Schnur zu erhalten. Dabei ist jedoch Vorsicht geboten, da sich der Impulslichtbogen bei gleichen Stromwerten stärker aufheizt (daher ggf. größere Schrumpfprobleme) und weniger in das Material eindringt.
Die im Rahmen der ISO 3834-Zertifizierung eingesetzten Schweißgeräte müssen wiederum zertifiziert sein
Stromstärke
Die Stromstärke, mit der eine MAG-Drahtschweißung durchgeführt wird, bedingt den eigentlichen Abscheidungsprozess.
Betrachtet man beispielsweise einen G46 SG2-Draht mit 1 mm Durchmesser und einem Stickout-Abstand von 12-15 mm, erhalten wir:
- Kurzbogenablagerung für Ströme zwischen ca. 50 und 160 Ampere.
- Kugellager für Ströme zwischen ca. 160 und 200 Ampere.
- Sprühlichtbogendepot für Ströme über ca. 200 Ampere.
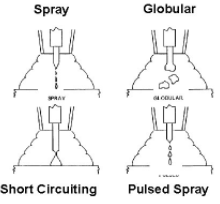
Die beste und sauberste Ausführung ist sicherlich der Sprühlichtbogen, daher wird empfohlen, nach Möglichkeit einen hohen Strom aufrechtzuerhalten. Der Stromwert beeinflusst den entstehenden Lichtbogen und damit die Art und Weise, wie der Draht schmilzt und sich ablagert.
Ich empfehle folgendes Video:
Gelenktyp
Es gibt verschiedene Arten von Verbindungen, die häufigsten sind Stoß-an-Stoß oder abgewinkelt. Die Schweißtechnik muss an die Form der Naht selbst angepasst werden, um alle anderen Parameter für eine hervorragende Schweißung sicherzustellen (Position des Werkstücks, Position des Brenners, Ausführungsgeschwindigkeit usw.).
Das Schweißen kann in einem oder mehreren Durchgängen erfolgen. Sie unterscheiden sich auch in teilweiser oder vollständiger Durchdringung.
Vorbereitung des Materials
Dies hängt von der Art der herzustellenden Verbindung ab. Sicherlich ist es eine gute Praxis, die scharfen Kanten des Materials immer zu brechen, indem Sie sie mit einem flexiblen Schlauch abrunden.
Beim Strukturschweißen hingegen ist es notwendig, das Material mit Fasen (auch Fasen genannt) vorzubereiten, das Vorhandensein der Fase erleichtert das spätere Eindringen.
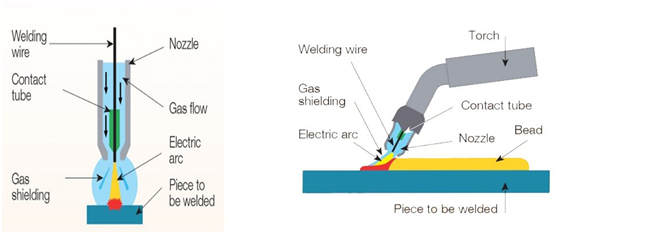
Brennerposition
Es ist eine grundlegende Tatsache, dass der Brenner eine möglichst geeignete Position einnimmt. Im Vergleich zu einem idealen Frontalschnitt sollte es entlang der Achse der Winkelhalbierenden positioniert werden. In Längsrichtung zur Schnur sollte sie eine Schräglage von 15°-30° einnehmen.
Der Abstand vom Werkstück variiert je nach Technik, aber für ein kugelförmiges Schweißen beträgt der Abstand etwa 12-15 mm, was auch dem Überstand des Drahtes aus dem Stabbrenner entspricht.)
Weiterhin ist es sehr wichtig, dass die Drahtschweißung möglichst flach ausgeführt wird. Um unser Ziel zu erreichen, gibt es auf dem Markt verschiedene Arten von Taschenlampen mit unterschiedlichen Formen und Neigungen.

Daher sollte nach der oben beschriebenen Position das Schweißen im Druck und nicht im Zug durchgeführt werden. In der Praxis kommt es vor, dass es manchmal möglich ist, eine bessere Schweißung durchzuführen, wenn sie dicht ist, beispielsweise in der Nähe von Ecken, um einen gleichmäßigen Gasfluss zu bevorzugen.

Masseklemmposition
Nicht immer berücksichtigt, aber die Position der Masseklemme spielt auch eine grundlegende Rolle bei der Begrenzung der Stromstreuung und damit der Aufrechterhaltung eines stabileren Lichtbogens (sowie der Energieeinsparung). Daher ist es eine gute Regel, die Masse direkt am Werkstück anzubringen und nur, wenn es nicht möglich ist, auf dem Arbeitstisch, aber immer noch so nah wie möglich am Werkstück.













{kind=link}